A significant portion of the dust collector market – particularly owners of the smaller dust collectors that dominate industry – are reluctant to try new filter bag fabrics. Perhaps the paramount reason is lack of sufficient laboratory data. When you’ve committed substantial money, and if what you’re using works, you’ll probably resist any sales pitch that comes without sufficient test data. Instead, you may adhere to the time-honored philosophy, “If it ain’t broke, don’t fix it.”
This article illustrates that sufficient comparative test data is available, enabling you to intelligently choose a different filter bag fabric. Criteria are presented for evaluating fabric constructions and energy consumption. The article also compares the filter bag fabrics available for use in shaker-clean, pulse-clean, and reverse-air dust collectors.
When you replace the filter bags in your dust collector, do you choose the same fabric construction that was specified when the collector was first installed? If so, you may be incurring unnecessary expenses. Today’s innovative filter fabrics can lower bag costs, increase bag life, and reduce energy consumption. Sometimes a strategic change in fabric construction accomplishes all three, though achieving one certainly justifies a change.
Evaluating fabric constructions
For efficiency, fabric constructions for filter bags should have:
- Durability – the fabric must last for an extended time period under existing operating conditions;
- Cleanability – the fabric surface must efficiently release dust accumulation;
- Filterability- the fabric must not allow minimum size particles to pass through it;
- Affordability – the energy cost required to move a cubic foot of air must be minimal.
Directly related to these criteria is the concept of delta P, that is, the pressure differential across the fabric (the resistance of cloth and dust to airflow). Usually, a manometer is used to measure delta P across each module of a dust collector.
The objective of efficient dust collection is to maintain the lowest possible delta P to achieve minimum energy consumption, maximum filtration efficiency, maximum fabric life, and minimum cleaning time.
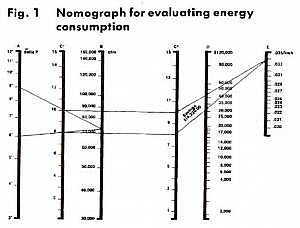
Based on:
55 percent efficiency for fan and motor
8,760 hours per year
To use the nomograph, follow these steps:
1. Draw a line from column A to column B
2. Draw a line from column C1 perpendicular to column C2•
3 . Draw a line from the point on column C2 to the desired power cost {dollars per kilowatt-hour) in column E.
4. Read the annual fan power cost {dollars per year) in column D.
5. Repeat the procedure for comparison.
Evaluating energy consumption
When choosing any fabric construction, the energy consumed by dust collector fans is frequently overlooked and misunderstood. Dust collector fans operate at constant revolutions per minute and tend to deliver less air as the resistance to the airflow increases. By using a filter fabric that minimizes delta P, more air will flow through the collector at the same fan speed and energy cost.
If saving energy is paramount, however, you must coordinate use of a filter fabric that lowers delta P with reduced fan speed to maintain the same air volume. Figure 1 illustrates the relationships of delta P, airflow in cubic foot per minute (cfm), and energy cost in kilowatts per hour (kwh). For example, at 73,000 din, a reduction of delta P from 9- to 6-inches water column will save about $14,200 a year.
Filter bag fabrics for shaker-type collectors
Filter bags for shaker-type dust collectors are available in a variety of fabric constructions, including cotton sateen, polyester sateen, needled polyester felt, combination polyester twill, and all-filament polyester yarns (Table I).
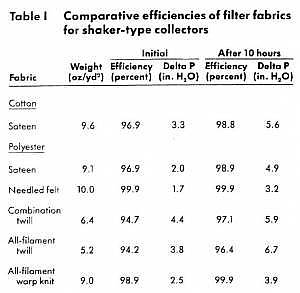
Conditions:
Test dust: 0.5-micron silica
Dust loading : 10 grains per cubic foot
Air-to-cloth ratio: 2.5 to 1
Cotton sateen. One of the first fabrics used successfully for shaker type filter bags was cotton sateen. This off-the-shelf fabric has been the industry standard for many years and is still used extensively.
Polyester sateen. Compared to cotton, polyester sateen’s inherent physical properties provide superior wear resistance. The tensile, tear, and burst strengths of polyester are about double that of cotton (Table II).
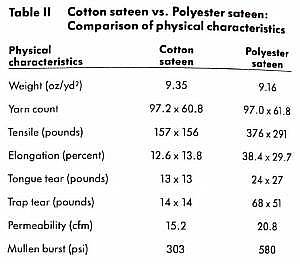
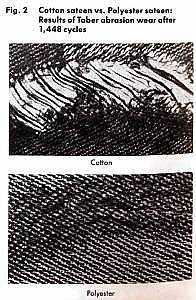
Filter bags made from polyester sateen have lower moisture absorption levels and higher temperature limits. In addition, the life expectancy of polyester sateen is two to three times greater, with less likelihood of chemical attack. Figure 2 compares the results of Taber abrasion tests on cotton and polyester sateens after 1,448 cycles.
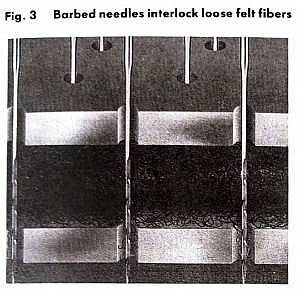
Needled polyester felt. Needled polyester felt is a three-dimensional fabric in which the active elements are the individual fibers, not the yarns as in woven fabric. Needled felt is made by mechanically interlocking loose, carded fibers as they pass through a needle loom in which barbed needles move transversely (Fig. 3).
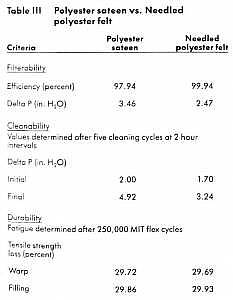
Because of the fiber depth, needled felt filters more efficiently at lower delta P’s. When properly finished – for example, when singed or calendered – needled felt is better at releasing dust accumulation than polyester sateen (Table III).
Conditions:
- Fabrics: 9 .1-ounce polyester sateen
- 10-ounce needled polyester felt with
- 1.8-ounce scrim reinforcement
- Test dust: 0.5-micron silica
- Dust loading : 10 grains per cubic foot
- Air-to-cloth ratio: 2.5 to 1
Today, filter bags made from needled polyester felt are increasingly used to replace woven fabric bags in shaker-type collectors. This is a dramatic development. Although needled polyester felt has been used for years in pulse-clean collectors, it only recently came on-stream in shaker-type collectors, a result of improved felting techniques and stronger supporting woven grids. Today, needled felt virtually dominates the European shaker-type collector market, while the US market has been slow to accept it.
Combination polyester twill. Fabrics for filtering dust use one of two basic yarns, spun or filament. Spun yarns are comprised of many short fibers, such as cotton, twisted together to form continuous strands. Filament yarns are comprised of long strands of extruded synthetic, used individually (monofilament) or twisted together (multifilament).
Due to its many short fibers, spun yarns create a hairy surface that inhibits particulate passage, but causes the dust cake to adhere to the fabric surface. By comparison, filament yarns don’t filter as well, but provide better release of the dust cake.
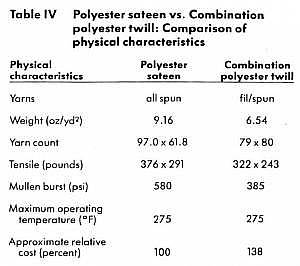
Combination polyester twill that uses both spun yarns and multifilament yarns is a frequent compromise in applications where the dust cake must be released moderately better than is possible with sateen. Used by filter bag manufacturers as a standard heatset fabric, combination twill is frequently substituted for cotton sateen in high-temperature applications where dust cake release isn’t a problem. In these cases, heat-set polyester sateen is a better choice (Tables IV and I).
All-filament polyester yarns. Filter bags made from all-filament polyester twill were once a prime choice for filtering tacky dusts. Despite its low filtration efficiency, limited bag life, and relatively high energy consumption, all-filament polyester twill was the industry standard until all-filament warp knit was developed.
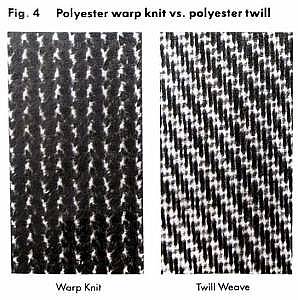
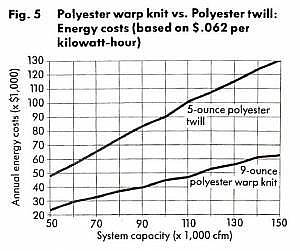
The thickness and fiber density of warp knits provides high permeability and excellent filtration efficiency. The geometry of knitted yarns creates a tortuous path to fluid flow (Fig. 4). As a result, the dust deposit is more porous, which facilitates release of the dust cake.
Besides lower energy consumption (Fig. 5), the superior physical properties of warp knit make it an outstanding replacement for all-filament polyester twill. It’s also a viable alternative to sateen in many shaker-type collectors (Table I).
Filter bag fabrics for pulse-clean collectors
Filter bags for pulse-clean collectors are also available in a variety of fabric constructions, including polyester felt with and without scrim reinforcement, polypropylene felt, singed or glazed felt, and polytetrafluoroethylene (PTFE) surfaces.
Polyester felt with scrim reinforcement. This fabric is to pulse-clean collectors as cotton sateen is to shaker types. With a 16-ounce weight structure, the fabric was one of the first felts used in pulse-clean collectors. It continues to be the standard against which other fabrics are measured.
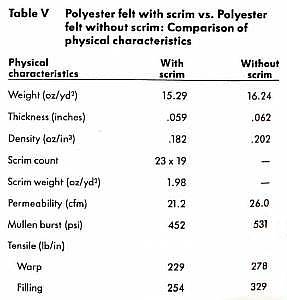
Polyester felt without scrim reinforcement. Due to modern felt making techniques, it is now unnecessary to use scrims. At the same total weight, scrimless felt is more durable, efficient, and economical than reinforced felt (Table V).
Polypropylene felt. Filter bags made from polypropylene felt resist chemical attack. In the past, polypropylene felt was used only in applications that would destroy polyester, with the maximum temperature constraint of 200°F.
However, polypropylene felt has two additional characteristics that make it attractive for use in other dust collection applications. It calenders well, creating a smooth, uniform surface that is slicker than polyester; and its lower specific gravity allows the same fiber population to be achieved with less total weight.
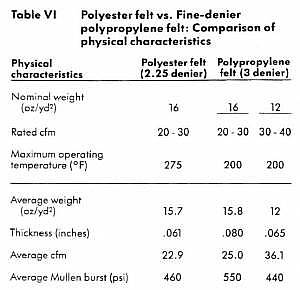
In the past, it was common to choose between 16-ounce polypropylene felt and 16-ounce polyester felt for equivalent filtration values, the former being a good choice when the finest polypropylene fibers available were 4 denier.
Today, 13-ounce, 3-denier polypropylene adequately offsets 16- ounce, 2.25-denier polyester (Table VI). Hence, 13-ounce polypropylene felt provides equivalent filtration, better dust cake release, and significant cost savings.
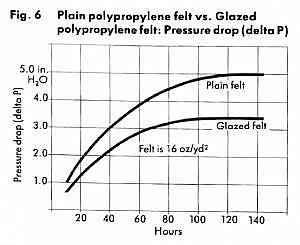
Singed or glazed felt. The discontinuous characteristics of an unfinished felt surface – inherent in the needle-felting process – create points of high air velocities; points where dust is driven deeply into the felt, from whence it is difficult to dislodge. The additional pulsing required to clean filter bags made from unfinished felt inhibits proper cake formation.
Singed or glazed felt – particularly glazed polypropylene felt – minimizes this discontinuity and creates a surface sheen that promotes uniform cake formation and easy cake discharge. In addition, these finishes provide considerably lower delta P’s (Fig. 6), reducing energy consumption and decreasing the frequency of the cleaning cycle.
Polytetrafluoroethylene (PTFE) surfaces. PTFE surfaces provide lower delta P’s and reduce the frequency of cleaning cycles. For excellent retention of submicron particles and efficient release of filter cake, the best material available is PTFE membrane, laminated to felt or fabric. As might be expected, this material is expensive.
Reverse-air collectors
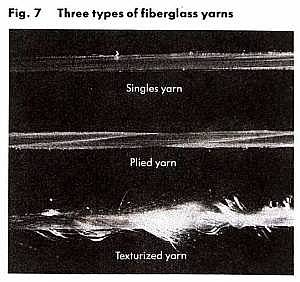
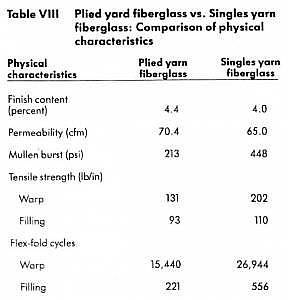
Filter bags in most high-temperature reverse-air collectors are made from woven fiberglass. There are three types of fiberglass yarns: plied, singles, and texturized (Fig. 7). Unlike other fibers (particularly cotton), the use of plied yarns offer no advantages (Table VIII). Conversely, singles yarns create stronger, tighter fabrics for hot filtration , while texturized yarns further improve efficiency.
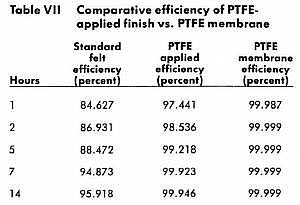
An economical alternative is PTFE-applied finish. Comparative test data using 0.5 micron silica dust shows that PTFE-applied finish yields favorable results after a brief conditioning period (Table VII).
Conclusion
A final caveat: When evaluating filter fabrics, keep in mind the type of dust in your application. Typical tests use 0. 5-micron silica dust, which is dry, easily released, and finer than many industrial dusts. If you’re contemplating a change in filter fabric and the dust texture is in question, have comparative laboratory tests conducted – not a costly or difficult procedure.
Suffice to say, if you’ve used the same filter fabric for a number of years, chances are there’s a better one. Even in relatively new installations, it pays to consider alternatives before specifying the same type of fabric construction. The familiar adage “If if ain’t broke, don’t fix it” may be comfortable, but costly.
Author’s Note
The test data provided for filter fabrics used in shaker-type collectors is based on an air-to-cloth ratio of 2.5 to I; for filter fabrics used in pulse-clean collectors the air-to-cloth ratio is 5 to I. Efficiencies determined at different air-to-cloth ratios can’t be compared.
Click Here to Download PDF Version